

联系我们

当前位置:
聊城 万盛达钢铁有限公司 >
漳州当地频道中心
异型管冷镀锌管厂家品质做服务
更新时间:2024-12-23 03:08:13 浏览次数:4 公司名称:聊城 万盛达钢铁有限公司
以下是:异型管冷镀锌管厂家品质做服务的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议/米 |
| 发货期限 | 1 |
| 供货总量 | 9998 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 材质 | 异性管 |
| 产地 | 山东 |
| 品牌 | 万盛达 |
以下是:异型管冷镀锌管厂家品质做服务的图文视频


异型管冷镀锌管厂家品质做服务,万盛达钢铁有限公司为您提供异型管冷镀锌管厂家品质做服务的资讯,联系人:陈经理,电话:13814281222、13310655558,QQ:13310655558,发货地:聊城经济开发区发货到福建省 漳州市 芗城区、龙文区、云霄县、漳浦县、诏安县、长泰区、东山县、南靖县、平和县、华安县、龙海区。 福建省,漳州市 一万年前就有先民在这片沃土上繁衍生息。秦始皇二十五年(公元前222年),列入秦中央版图,属闽中郡。唐垂拱二年(公元686年),陈元光将军请建漳州获准,始设漳州州治,后又改称漳州郡、漳州府等。1949年中华人民共和国成立后改为福建省第六行政区,又叫龙溪专区,1969年改为龙溪地区,1985年改为漳州市。1985年被国务院列为全国沿海经济开放区,是全国较早实行对外开放的地区之一。
为了给您提供更的异型管冷镀锌管厂家品质做服务产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:异型管冷镀锌管厂家品质做服务的图文介绍
万盛达钢铁有限公司处于经济开发区,是一家集研发、设计、生产、销售为一体的公司。主营产品 福建漳州管道输送管、低合金方管、镀锌钢管、镀锌钢管厂家,公司拥有一批的、从事本行业多年的科研开发人才及高素质的专业制造人才,依靠“开拓、创新、务实、科学”的设计理念,严格的生产工艺,优质的售后服务,赢得广大用户的一致赞誉和信赖。公司成立以来,以“客户满意就是我们荣誉”的经营理念,不断创新,追求完美,迎合用户及市场需求。




冷拨管的应用:冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。 # 螺旋钢管工艺;螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(5)采用外控或内控辊式成型。(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。 (8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。(9)采用空气等离子切割机将钢管切成单根。 (10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 (11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。 (12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。 # 浅析异型管拉伸试验的步骤; 拉伸试验是将异型管制成试样,在拉伸试验机上将试样拉至断裂,然后测定一项或几项力学性能,通常仅测定抗拉强度、屈服强度、断后伸长率和断面收缩率。拉伸试验是金属材料基本的力学性能试验方法,几乎所有的金属材料,只要对力学性能有要求,都规定了拉伸试验。特别是那些形状不便于进行硬度试验的材料,拉伸试验成为的力学手段。 # 异型管拉伸试验主要有以下步骤:(一)用刻线机在原始标距范围内刻划圆周线,将标距内分为等长的10格。用游标卡尺在试件原始标距内的两端及中间处两个相互垂直的方向上各测一次直径,取其算术平均值作为该处截面的直径,然后选用三处截面直径的小值来计算试件的原始截面面积;(二)根据异型管的拉伸强度和原始标本截面积估计的大负荷,配置相应的摆锤,选择合适的测力度盘;(三)开始试机,使表上升约10mm,为了重量板凳系统的影响。倡议旨在调整指针为零,主动驱动的指针和指针靠拢,调整自动绘图设备;(四)先将异型管样品装夹在上夹头内,再将下夹头移动到合适的夹持位置,后夹紧试件下端;(五)开动试验机,预加少量载荷(载荷对应的应力不能超过异型管材料的比例极限),然后卸载到零,以检查试验机工作是否正常;(六)启动试验机,加载缓慢而均匀地旋转仔细观察指针和策划力测量绘图设备的图形。注意捕获的屈服载荷值,计算其屈服点应力的记录。在屈服阶段,加载速度可以更快。将达到大,遵守“缩颈”的现象。试样断裂立即停止,记录的大负荷值;(七)取下异型管拉伸标本、记录纸;(八)用游标卡尺测量断后标距及缩颈处小直径。



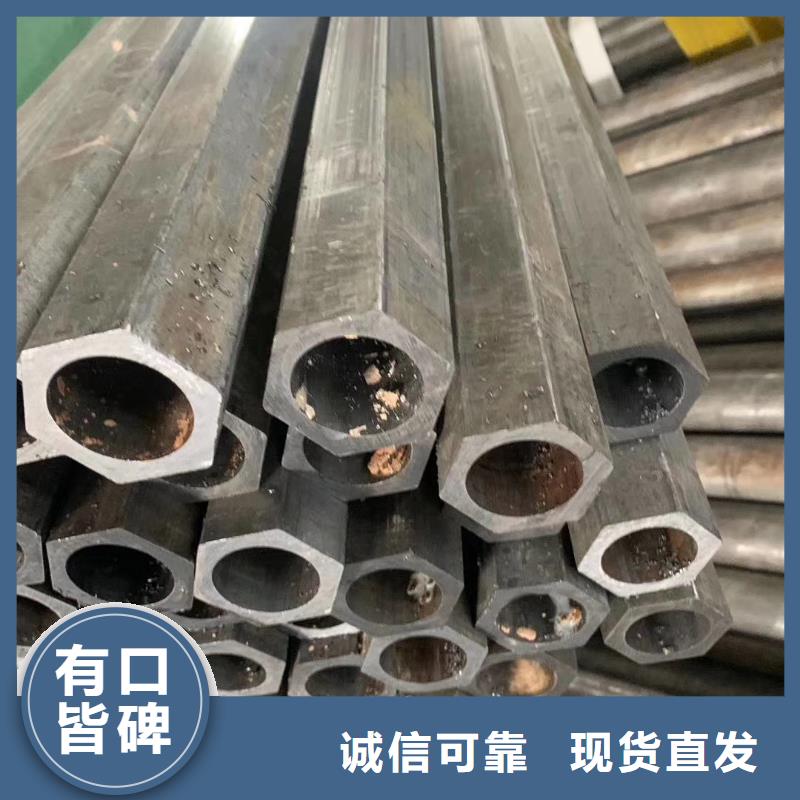
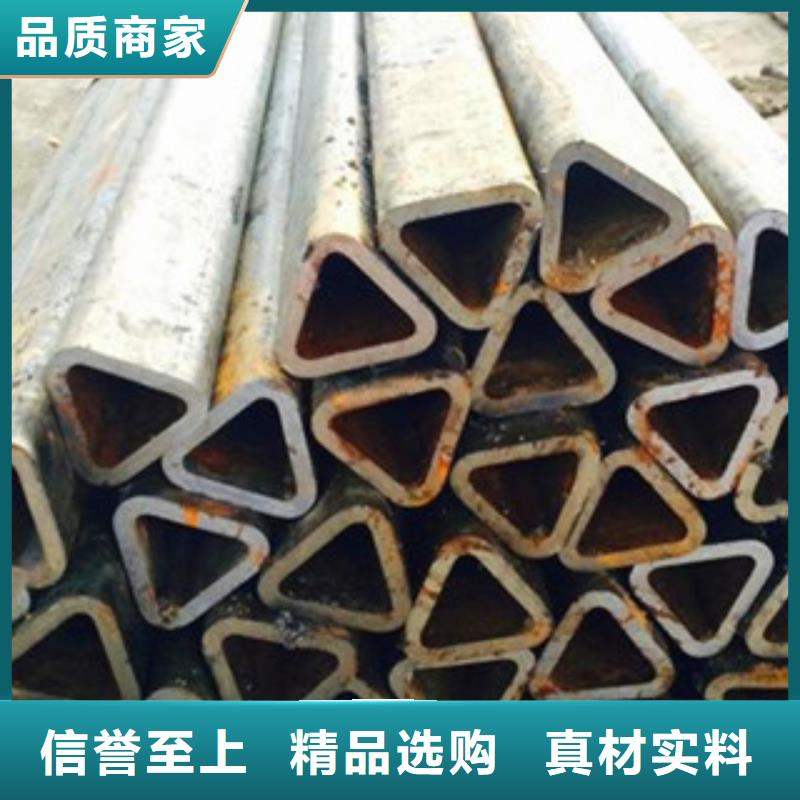
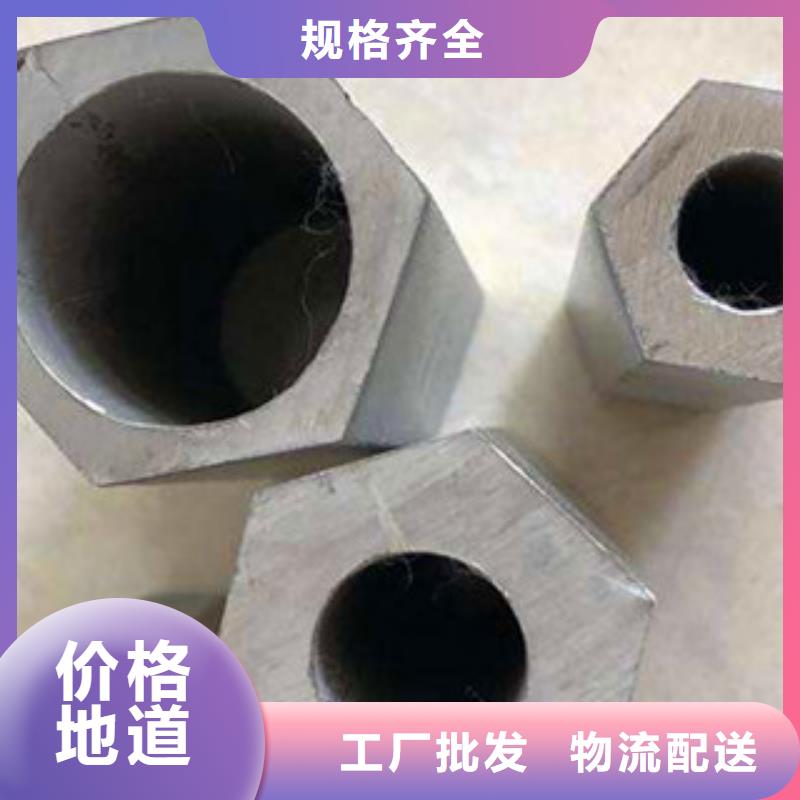
# 异形管的成型方法,其中包括冷拔法、冷轧法、冷弯法、斜轧法、挤压法、推挤法、滚压法、辊拔法、推轧法、连轧法、旋轧法(旋压或横轧法)、热轧法以及联合成型法等。异形钢管尖角的概念虽然符合有关企业标准,但不能满足用户对产品的高质量的要求。新型设计采用了土耳其头四辊轧制整型,由于土耳其头上装的四辊结构相同,四个角的辊缝相等,角部受力状态一致,当轧制力足够大时,角部产生塑性变形使金属填充角部,管的外表面形成了平面与弧面之间的交线--即尖角。异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管(代号为BJ)。异型无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。 # 异型管主要有形状有等壁厚螺旋定子管、外圆内六角管、外六角内圆管、内外六角管、扇形管、梅花管、菱形管、矩形管、梯形管、H型管、工字管、8字管、三角管、方管、椭圆管等。异型钢主要有三角钢、方钢、六角钢、八角钢、葫芦钢、扁钢、V槽钢、半圆钢、凹形钢、凸型钢、锯齿钢、梅花钢、椭圆钢、梯形钢、光圆等各种异型钢。异型管的发展主要是产品品种的发展,包括断面形状、材质和性能。挤压法、斜模轧法和冷拔法是生产异型管的有效方法,它适用于生产各种断面和材质的异型管材。为了能生产品种繁多的异型管,还必须拥有多种生产手段。20世纪90年代,我国在原来只有冷拔的基础上,又开发出辊拔、挤压、液压、旋轧、旋压、连轧、回转锻造和无模拔等几十种生产方法,并在不断地改进和创造新的设备与工艺。钢管异型管可分为椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。异型管分,异型方管、矩异型管、异型焊管、螺旋焊管,规格:20*20mm-500mm,壁厚0.6mm-20mm,螺旋钢管.螺旋钢管规格,219mm-2020mm,壁厚5mm-20mm.直缝规格有4分、6分、1寸、1.2寸、1.5寸、2寸、2.5寸、3寸、4寸、5寸、6寸、8寸、102、108、127、133、139、159、168、177、194、219、273、325等规格异型管一般多是指方矩型钢管。 # 异型钢-型钢是钢材四大品种(型、线、板、管)之一。型钢是钢材四大品种(型、线、板、管)之一,是一种广泛使用的钢材。根据断面形状,型钢分简单断面型钢和复杂或异型断面型钢(异型钢)。前者的特点是过其横断面周边上任意点做切线一般不交于断面之中。如:方钢、圆钢、扁钢、角钢、六角钢等;常见异型钢有热轧窗框钢,犁铧钢、汽车车轮挡圈用热轧型钢、履带板用热轧型钢、汽车车轮轮辋用热轧型钢、钢轨、造船用球扁钢、电缆盘钢、刮板钢等等。 #


异型管焊缝气孔的七点措施:焊缝气孔不但影响异型管的焊缝致密性,并且还会成为腐化的诱发点,降低焊缝强度和韧性。焊缝产生气孔的因素,主要包括焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及笼罩厚度,钢板的外貌质量以及钢板边板处置处罚,焊接工艺及异型管成型工艺等。 要异型管焊缝气孔的产生,我们建议采取以下措施:(一)焊剂厚度,焊剂的聚集厚度通常为25-45mm,焊剂颗粒度大、密度小时聚集厚度取大值,反之取小值。大电流、低焊速聚集厚度取大值,反之取小值。另外高温天气或周围湿度大时,使用的焊剂应烘干后再利用;(二)钢板板边处置,钢板板边应设置铁锈和毛刺扫除装置,以避免产生气孔的可能。扫除装置的位置好安置在铣边机和圆盘剪后,装置的布局是一边2个上下位置可调解间隙的自动钢丝轮,上下压紧板边;(三)减小次级磁场,为了避免磁偏吹的影响,应使工件上焊接电缆的毗连位置尽可能远离焊接终端,防止焊接电缆在异型管上发生次级磁场;(四)元素参与,焊接含有适量的CaF2和SiO2时,会反向吸取大量的H2,产生稳固性很高且不溶于液态金属的HF,从而可以防备氢气孔的形成;(五)成型工艺,当低落焊接速率或增大电流,从而使得焊缝熔池金属的结晶速率,以便于气体逸出,同时要是异型管带钢递送位置不稳固,应实时进行调解,杜绝通过微调前桥或后桥维持成型,造成气体逸出困难;(六)钢板外貌处置,为防止开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面排除装置;(七)焊缝形貌,异型管焊缝的成型系数过小,焊缝的形状窄而深,气体和混合物不容易浮出,易形成气孔和夹渣。通常焊缝成型系数控制在1.3-1.5,声测管取大值,薄壁取小值。 影响异型管脱磷的十点因素:脱磷的有利条件是高碱度、氧化性强和流动性良好的炉渣,以及较低的温度。而影响异型管脱磷的因素主要有以下十点:(一)增加炉渣中氧化铁含量,可加速石灰的渣化和改善熔渣的流动性,有利于脱磷反应;(二)当炉渣碱度较高和氧化铁含量较高时,都会使脱磷效果提高,但应指出炉渣碱度过高时,由于炉渣变稠,反而会使脱磷效果降低;(三)当炉渣中氧化铁含量过多时,由于其对炉渣的“稀释”作用,也会使脱磷效果降低;(四)钢液中有较多的磷进入炉渣中,随着炉温升高,磷的分配比降低,即会发生反磷现象;(五)炉温过低,不利于石灰的渣化,并影响熔渣流动性,也阻碍脱磷反应的进行;(六)当控制钢液温度在1550-1580℃,炉渣碱度R=3左右,其流动性良好时,磷的分配比高,脱磷效果显著;(七)若原料中磷含量高,好是采用炉外脱磷处理;也可采用双渣操作,或适当的加大渣量;(八)当前采用溅渣护炉技术,炉渣中MgO含量较高,要注意调整好熔渣流动性,否则对异型管脱磷也有影响;(九)脱磷是钢-渣界面反应,因此具有良好流动性的熔渣,进行充分的熔池搅动,会加速脱磷反应,提高脱磷效率。(十)为了保证异型管钢液的含磷量不超过规格要求,应将氧化期末含磷量作为扒除氧化渣开始还原的条件之一。一般规定,钢液含磷量低一半以上,才可以扒除氧化渣进行还原。 圆变方异型管焊接工艺;控制焊接变形此矩形管由于其外形属于细长杆类,因此焊接变形极难控制。焊接的主要变形有挠曲(正弯)、侧弯、角变形及扭曲变形等。对于此矩形管而言,主要的变形是横向收缩,使矩形断面尺寸受到影响,每边需缩进预留间隙90%左右;焊缝横向收缩后,竖板两端向内弯曲,使构件形成腰鼓状;由于焊缝断面大,输入热量多,必然引起较大的纵向收缩,使构件在长度方向形成挠曲变形;对因不合理焊接造成的扭曲变形,矫正十分困难,有时不得不割开重焊或整件报废。 从焊接变形理论可知,影响焊接变形大小的主要因素是:焊缝尺寸越大,熔敷金属越多,变形越大;焊缝尺寸相等时,焊缝热输入越大,造成的变形也越大;焊接大长焊缝时,分段比直通焊变形要小。 无缝异型管常见缺陷的检测方法:无缝异型管制造过程中偶尔会遇到缺陷问题,如果是在表面,用视觉就能检测到,但是如果问题出在里面又该怎么办呢?常用的检测方法一般来说有磁粉检测或渗透检测两种。磁粉检测或渗透检测可有效的发现异型管表面裂纹、折叠、重皮、发纹、针孔等表面缺陷。对于铁磁性材料、应优先采用磁粉检测法,因其具有较高的检测灵敏度;对于非铁磁性材料,如不锈钢异型管,则采用渗透检测法。当两端预留切除余量较少时,由于检测装置的结构原因,两端头有时得不到有效的检测,而异型管端头是有可能存在裂纹或其他缺陷的部位。如果端头存在有潜在的裂纹倾向,安装时的焊接热影响也有可能使潜在的裂纹扩展。因此,也应注意对焊后异型管一定区域的检测,及时发现钢管端头缺陷的扩展。对在线使用奥氏体异型管,当绝热层损坏或可能有雨水渗进的部位,应注意进行渗透检测,以发现应力腐蚀裂纹或点蚀等缺陷。但磁粉或渗透检测只能对异型管外表面进行检测,对内表面的缺陷则无能为力。对异型管内表面的检测,特别是裂纹类缺陷的检测,必须通过超声波检测来进行。



异型管冷镀锌管厂家品质做服务,万盛达钢铁有限公司专业从事异型管冷镀锌管厂家品质做服务,联系人:陈经理,电话:13814281222、13310655558,QQ:13310655558,发货地:经济开发区,以下是异型管冷镀锌管厂家品质做服务的详细页面。